



-
4008-818-101
-
官方微信

-
切换语言
超精加工时,选择什么样的油石是十分关键的。油石选择的正确与否,对于超精加工质量、生产效率、生产成本都有很大影响。超精加工为一低速、低温、低压的微量磨削过程,油石在工作中不进行修整,而要在循环加工中保持其加工特性,所以油石既要有切削性能,又要有光整抛光性能。决定油石性能的因素有磨料、磨料粒度、结合剂、组织、硬度及硬度均匀性。
1. 油石的磨料
制作油石的磨料有WA、GC、SC、WA/GC(混合磨料)、WA/SC(混合磨料)、WA/C(石墨油石)等。轴承行业常用WA/GC(混合磨料)、WA/SC(混合磨料)。
2. 磨料的粒度
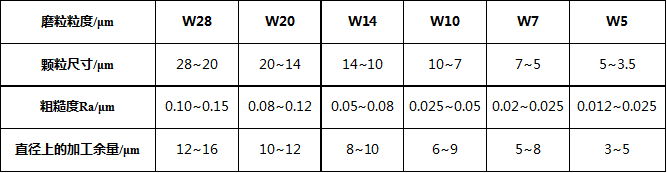
制作油石的微粉粒度号有14个级别,W63~W0.5。轴承行业用超精油石使用的微粉号,一般在W2.5~W28之间。粗粒度切削能力强,生产效率高;细粒度切削效率低,生产效率低,但表面粗糙度低。微粉粒度与表面粗糙度之间有一定的关系,见下表。
磨料粒度与表面粗糙度及加工余量的关系表
(点击即可放大查看)
3. 油石结合剂
油石结合剂有陶瓷、树脂、玻璃陶瓷、聚乙烯和石墨等,油石结合剂要保持磨料结合有一定的牢固性,又要容易自锐。轴承行业超精加工,使用最多的是陶瓷结合剂。
4. 油石的组织
油石的组织较松,气孔率大,能增加容纳磨屑的空间,改善油石的工作状态,提高油石的压力,油石不会黏屑和划伤工件,但气孔率过大,切削自锐性太强,油石消耗太快,光整作用差,表面粗糙度Ra高。所以,油石的多孔性应适当。一般,轴承超精油石,组织号选10~12(孔隙率43%~49%)。
5. 油石的硬度及硬度均匀性
油石的硬度直接影响它在加工时的自锐性,硬度太低,磨粒脱离太快,在一定的磨削用量范围内,不能形成超精研的抛光过程,表面粗糙度达不到要求。油石太硬,其工作表面容易堵塞而不起切削作用,也达不到超精要求。一般,被加工面越粗糙,油石的颗粒越粗,硬度越高;被加工表面硬度很高,油石应选软一点的。材料硬度高选用低硬度油石,材料硬度低选用高硬。度油石。轴承超精加工,一般选50HRC左右的硬度值。
油石硬度均匀性是指油石各部分硬度的差别。超精时,油石与套圈表面之间的接触面积大,因而油石硬度的不均匀直接造成套圈表面粗糙度的不均匀,也会影响套圈的形状精度。油石硬度均匀值应在3~5HRC以内。











